

SMT波峰焊工作原理:
SMT波峰焊是通过锡槽将锡条溶成液态,利用电机搅动形成波,让PCB与产品焊接起来,波峰焊适用
于手插板和点胶板,而且要求所有元件要耐热,过波表面不可以有经过经SMT锡膏的元件。
SMT波峰焊的使用范围:
SMT波峰焊适用于焊接插件线板。主要用作传统式通孔插装印制电路板加工工艺及其表层拼装与
通孔插装电子器件的混装加工工艺。可用于波峰焊工艺的表层拼装电子器件有矩形框和圆柱片式元器件、SOT以
及较小的SOP等器件。
SMT波峰焊组成部分:

SMT波峰焊生产流程:将元器件插入相对的元件孔中 →预涂助焊剂 → 预烘(温度90-1000C,长度1-1.2m) →
波峰焊(220-2400C) → 切除多余插件脚 → 检查。
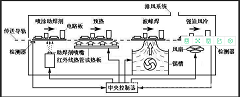
SMT 波峰焊工作原理图
工作详细流程:当进行点(或包装印刷)胶、贴装、胶干固、插装通孔电子器件的印制板从波峰
焊机的通道端随输送带往前运作,根据焊剂聚氨酯发泡(或喷雾器)槽时,印制板下表面的焊盘、全部电子器件
接地端子和针脚表层被匀称地涂敷上一层薄薄焊剂。随之输送带运作,印制板进到加热区,焊剂中的有机溶剂
被挥发,焊剂中松脂和表面活性剂开始分解和活性化,印制板焊盘、电子器件接地端子和脚位表层的空气氧化
膜及其其它污染物被清除;同时,印制板和电子器件获得充足预热。印制板持续往前运作,印制板的底边最先
通过第一个熔融的焊料波。第一个焊料波是乱波(振动波或紊流波),将焊料打到印制板的底面所有的焊盘、电子
器件焊端和针脚上;熔化的焊料在经过焊剂净化的不锈钢钝化上开展浸润和扩散。以后,印制板的底边利用下
一个熔融的焊料波,第二个焊料波是平滑波,平滑波将引脚及焊端之间的连桥分开,并去除拉尖(冰柱)等焊接
缺陷。当印制板继续向前运行离开第二个焊料波后,自然减温冷却产生焊点,即完成焊接。
SMT波峰焊使用注意事项:
(1)焊接前的检查:焊接前应对设备的运转情况、焊料和待焊接印制电路板的质量及板上元器件情况进行检查。
(2)焊接过程中检查:
要经常检查在焊接过程中的各项指标,如温度、焊料成分、压锡深度、传递速度等。如在焊料中加聚苯醚
或蓖麻泊等防氧化剂,防止焊料氧化,发现焊料表面有氧化膜,要及时清理。
(3)焊接后的检查:
焊接后如有少量的焊点不合格,可用电烙铁手工补焊修整。如出现大量焊接质量缺陷,要及时查找原因,
调整机器设备。目前印制电路板焊接的装置.有较为完善的自动生产线,除了波峰焊设备外,还需加上自动插件机、剪切机等装置。
1. 先进行小批量生产,检查PCB板有连焊、漏焊、拉、虚焊等异常现象,如有,般处理方法如下:
上下拉:般为锡炉温度不够造成。需要在230℃—250℃范围内把锡炉温度设定高点。
拉 前后拉:般为波速度过快或者运输速度过快造成。需调整波电机旋钮或者重新设定运输速度,直不出现前后拉为准。导轨导角
过大也可造成拉,在导轨角度5—6.5°范围内调整其角度。运输速度过快造成:重新设定运输速度。(,如果运输速度改变,
定要重新进行“示教”。)。锡炉温度不够造成:需要在230℃—250℃范围内把锡炉温度设定高点。虚焊 波高度不够造成:在波
高度浸没PCB板的1/2—3/4范围内调节波电机转速。预热温度不够造成:在150—200摄氏度间把预热温度设定高点。导轨导角过
大造成:在导轨角度5—6.5°范围内调整其角度。导轨导角过大造成:在导轨角度5—6.5°范围内调整其角度。连焊 运输速度过快
造成:重新设定运输速度。(如果运输速度改变,定要重新进行“示教”)。锡炉温度不够造成:需要在230℃—250℃范围内把锡
炉温度设定高点。
2.经常检查锡炉液面高度,及时添加锡条,保证液面离锡炉上边沿10mm左右。
3.经常检查波喷涌是否平缓,是否有波涌浪或者不流畅现象,如有,及时停机检查处理喷口处的铁网使其畅通。
4. 及时用漏勺除去液面锡渣,以保证焊接质量。
5. 及时向松香箱添加松香水,以保证喷雾效果。
6. 及时向酒精箱添加酒精,以保证洗爪效果。s
7. 经常检查PCB板在导轨上的运转情况,防止出现掉板现象。若出现,应立即进行停机处理。
8. 每隔1.5—2小时记录预热温度、传输速度、波转速、锡炉温度、以保证焊接质量。注意:在记录锡炉温度时,用温
度计测试锡炉液面下10—15mm处的温度为准。
9. 工作中若出现异常情况,立即停机排除故障。
注意:工作过程中禁止在预热罩上堆放杂物,以免引起火警。
